6-20 个字符(仅限字母加数字)
密码不一致



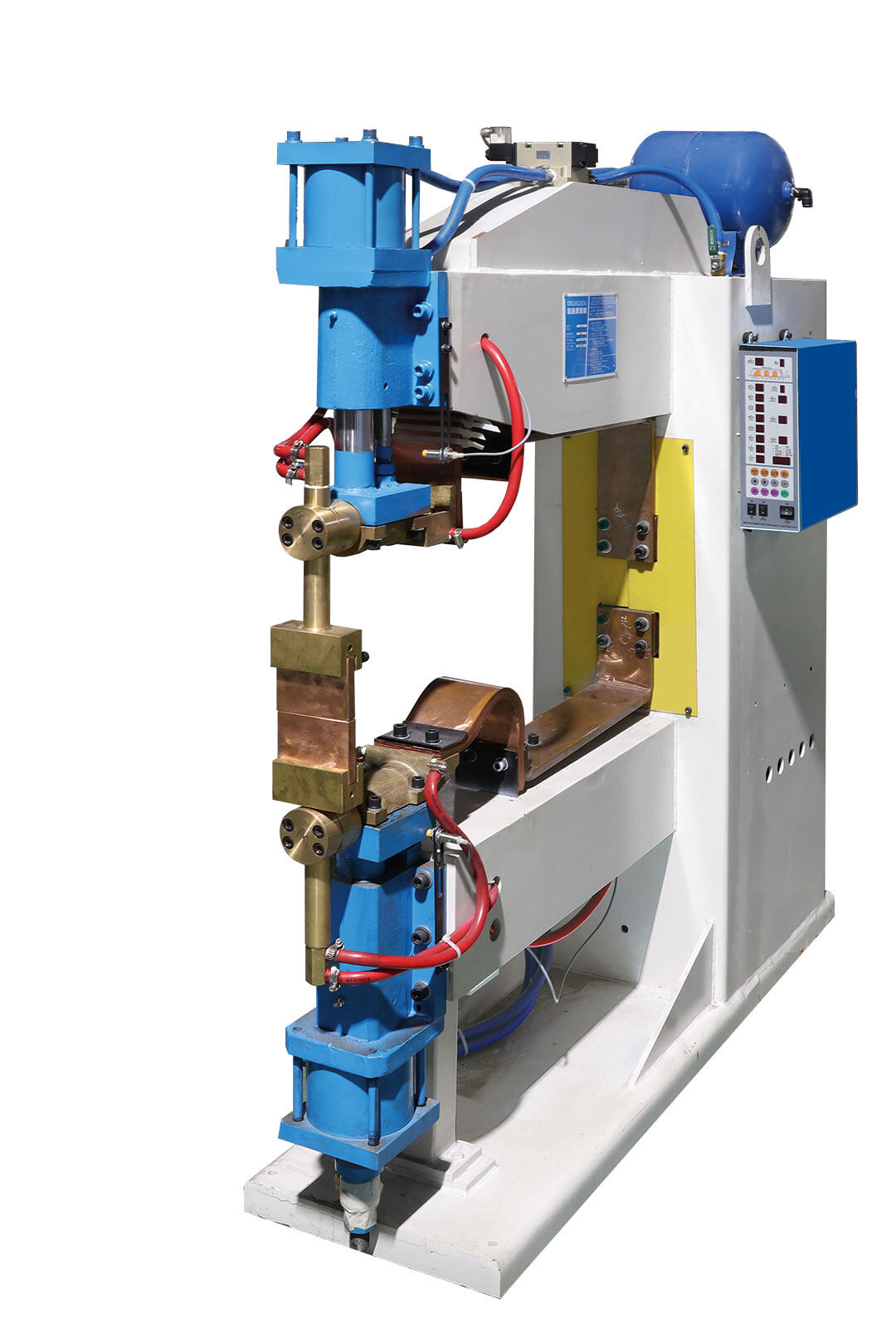

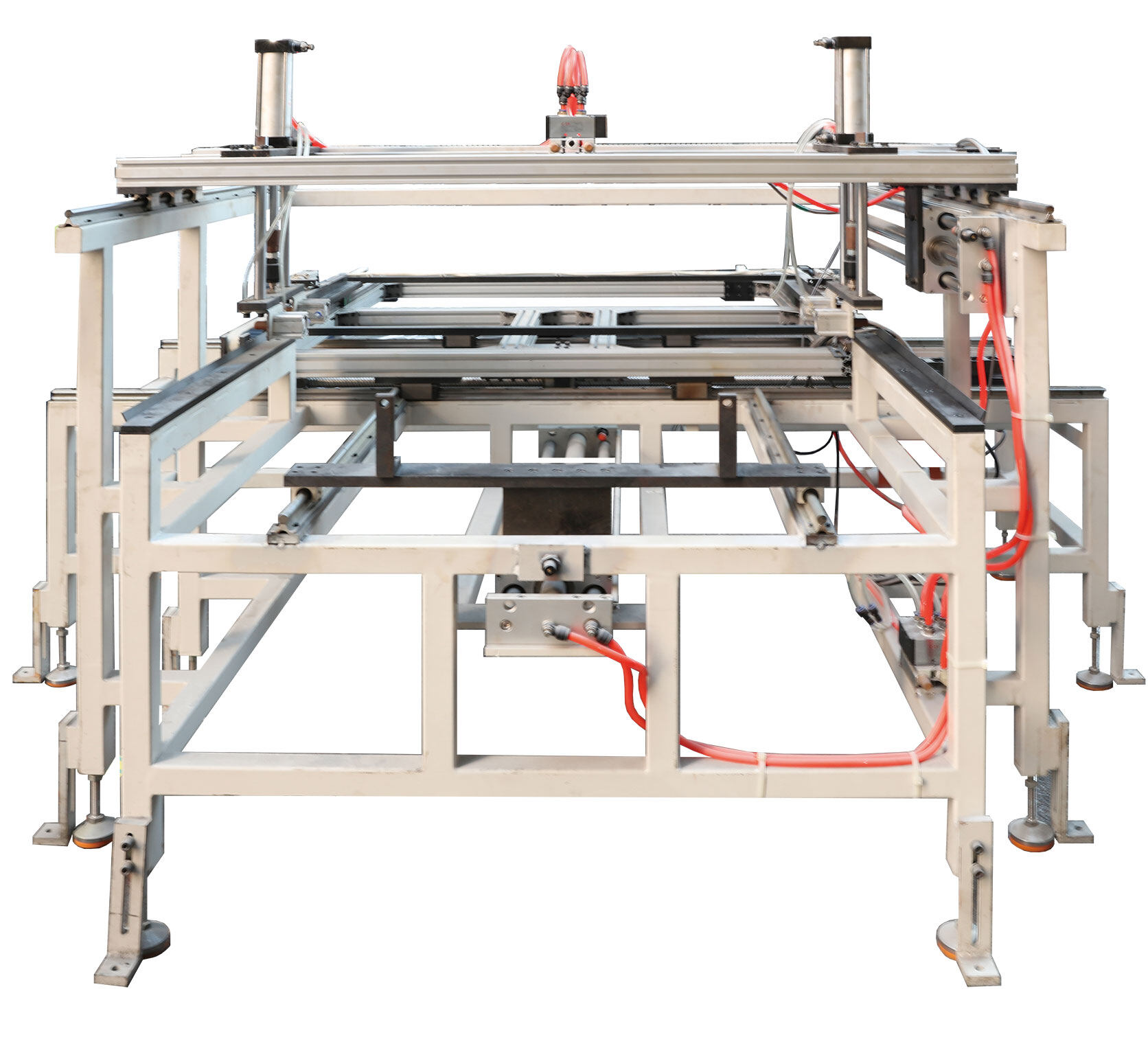
逆变焊机
逆变技术用于将直流电转换为交流电,与整流技术相反。逆变电源称为“逆变焊机”。
公司奉行以管理促效益,以质量求生存,以科技求发展,严格执行国家质量保证体系标准,为客户提供优质、稳定、可靠的产品和完善优质的服务。欢迎世界各地的人们来公司参观。事业,携手合作,共创美好明天。
“倒置”和“整顿”是两个相反的概念。整流是交流电变成直流电的过程,而逆变是直流电变成交流电的过程。采用逆变技术的弧焊电源称为“逆变焊机”。
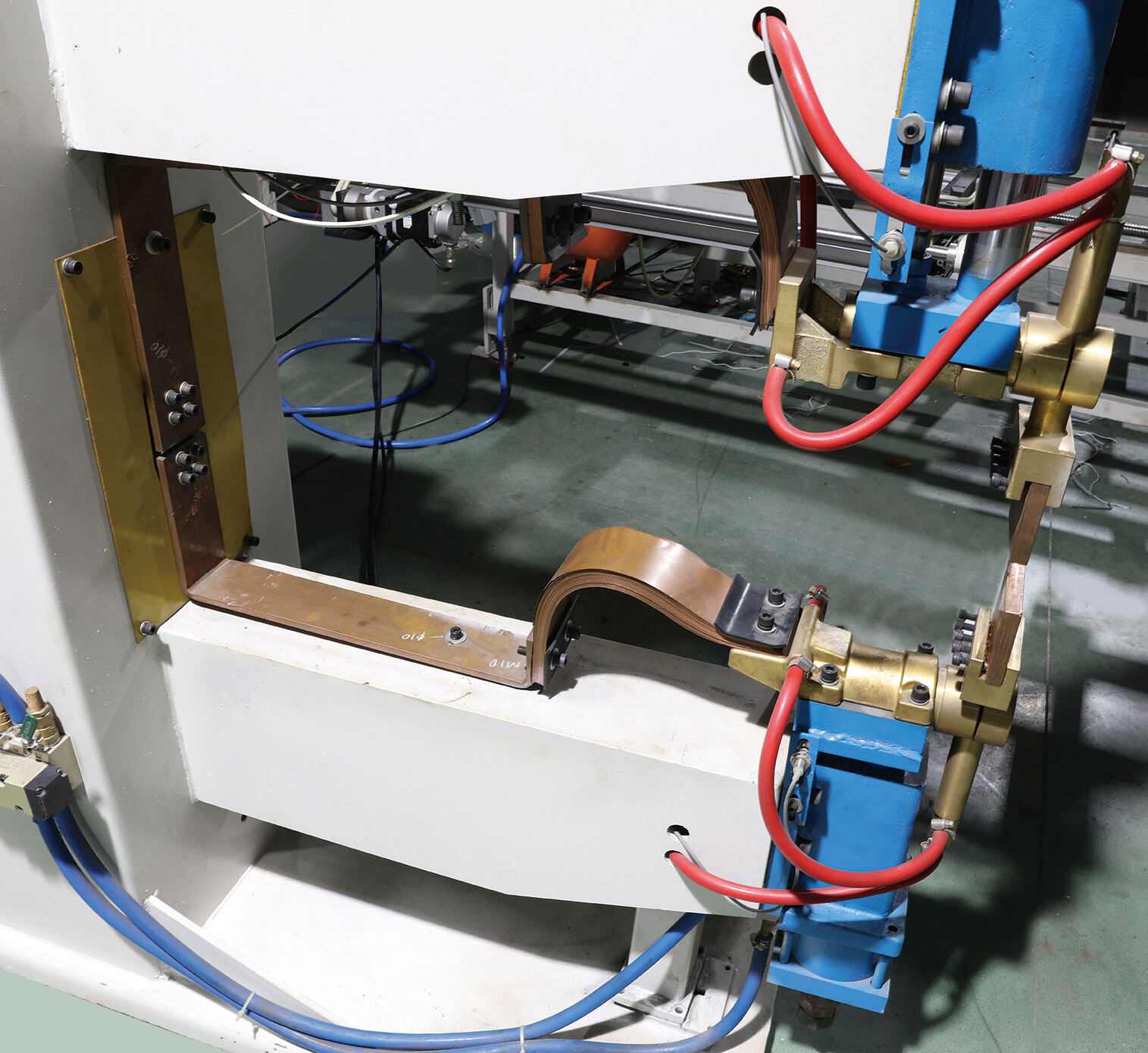
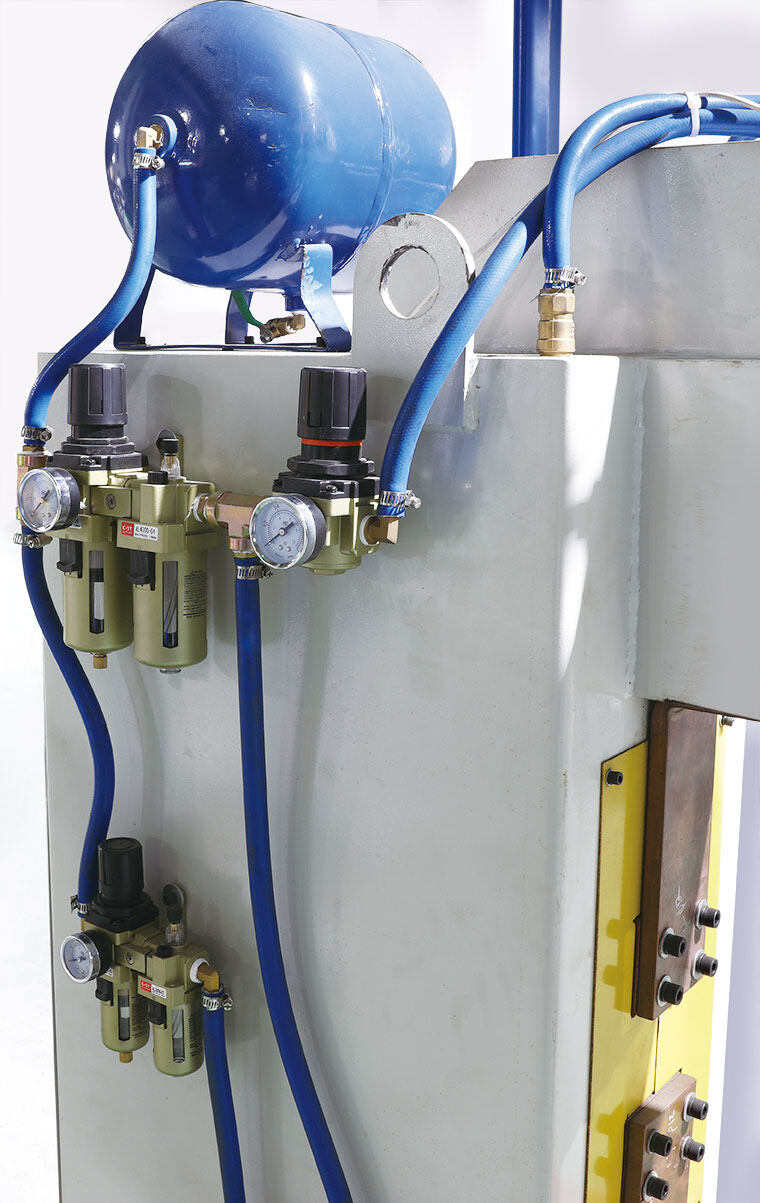
逆变焊割设备的工作过程是对三相或单相50Hz工频交流电进行整流滤波,得到比较平滑的直流电。由IGBT或场效应晶体管组成的逆变电路将直流电转换为15-100khz的交流电。经中频主变降压后,逆变器再次整流滤波,得到稳定的直流输出焊接电流(或再次输出所需频率的交流电)。逆变焊割设备的控制电路由给定电路和驱动电路组成。通过对电压、电流信号的反馈进行处理,实现整机的循环控制。采用脉宽调制(PWM)控制技术为核心,获得快速脉宽调制的恒流特性和优良的焊割工艺效果。
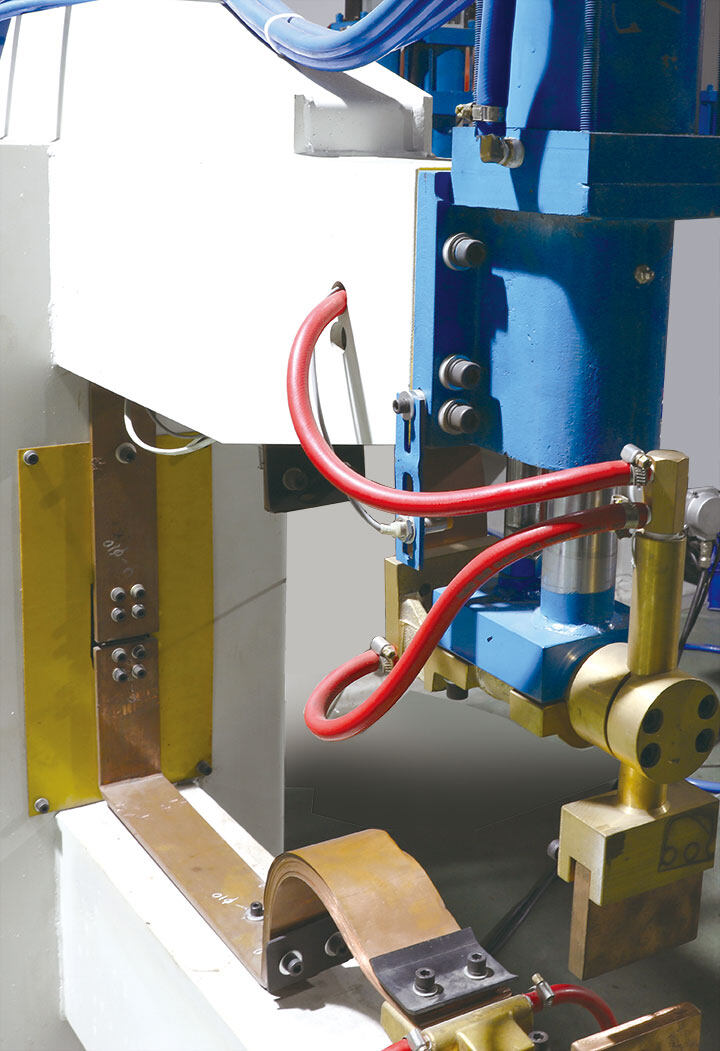
逆变过程需要大功率电子开关器件。采用绝缘栅双极型晶体管(IGBT)作为开关器件的逆变焊机称为IGBT逆变焊机。焊接时,电路闭合。因为电路是闭合的,所以整个闭合电路中的电流处处相等;由于电阻随处不同,尤其是未固定接触处的电阻最大,这种电阻在物理学上称为接触电阻。根据电流热效应定律(又称焦耳定律),q=i2rt,若电流相等,电阻大的部分发热多。焊接时,电极的触点与被焊金属体之间的接触电阻最大,这部分产生的热量自然也最大。电极也是熔点低的合金,会很快熔化。熔化的合金电极芯会粘附在被焊物上,然后冷却,将被焊物粘合在一起。
由于逆变焊机是典型的开关电源(输出特性大),输出功率大,工作环境变化大,所以要求元器件质量好,才能保证运行稳定和使用寿命长生活。
逆变焊机和直流焊机有什么区别?
逆变焊机与复杂的直流焊机最大的区别在于输出电流的方式不同。
1、直流焊机和交流焊机型号为BX。内部结构为超大工频变压器。直流焊机型号一般以ZX开头。目前主流的直流焊机是ZX7逆变直流焊机。
2、逆变弧焊电源又称弧焊逆变电源,是一种新型焊接电源。本电源一般是将三相工频(50Hz)交流电网电压经输入整流器整流滤波后变为直流电,再通过交变开关动作逆变成几kHz至几十kHz的中频交流电压。大功率开关电子元器件(晶闸管SCR、三极管GTR、场效应管MOSFET或IGBT),同时通过变压器降压到适合焊接的几十伏,再整流后输出比较稳定的电压直流焊接电流经电抗滤波。
3、逆变焊机焊接效果好。主要区别在于重量。重量是交流焊机的三分之一甚至更轻。移动方便,适合时代需要。焊接时,逆变焊机具有热引弧功能,起弧更方便。而且,交流焊机的功耗远大于直流焊机。因此,省电是直流焊机的一大特点。

佛山市金春工业自动化科技有限公司成立于1998年,是一家专业从事焊接技术和设备研发制造,集科研、生产、销售为一体的技术密集型实业公司。
公司凭借丰富的经验和过硬的技术人才,不断创新开发各类优质五金线材、五金网筐等机械设备。已形成电风扇及工业风机网罩生产线、线管蒸发器及冷凝器生产线、宠物笼生产线、袋式除尘器袋笼骨架生产线、搭扣机、链条机生产线五大系列。公司积累了十多年的焊机及相关产品的开发、生产、经营经验。产品广泛应用于五金电器、灯饰、厨具货架、装饰工艺品、文体用品、电子电气通讯电池、工业设备自动化等制造生产领域。拥有非常广泛的用户群体。